

以下是:云浮市罗定市厚壁无缝钢管随时报价的产品参数【星腾伟业】以匠心打造多元场景产品,涵盖郁南无缝钢管品质保证实力见证、云城无缝钢管贴心服务等。您是想要在云浮市罗定市采购高质量的厚壁无缝钢管随时报价产品吗?星腾伟业金属材料(云浮市罗定市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的厚壁无缝钢管随时报价产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:任威-【0527-88266222】,地址:《开发区汇通物流园B115》。 广东省,云浮市,罗定市 罗定市是广东省首批历史文化名城、广东省直管县财政改革试点,“东融西联”枢纽门户。2018年广东乡村振兴培训学院落户罗定。罗定产业转移工业园被确定为省产业集聚发展区。2022年,罗定市实现地区生产总值(GDP)319.19亿元,同比增长1.8%。
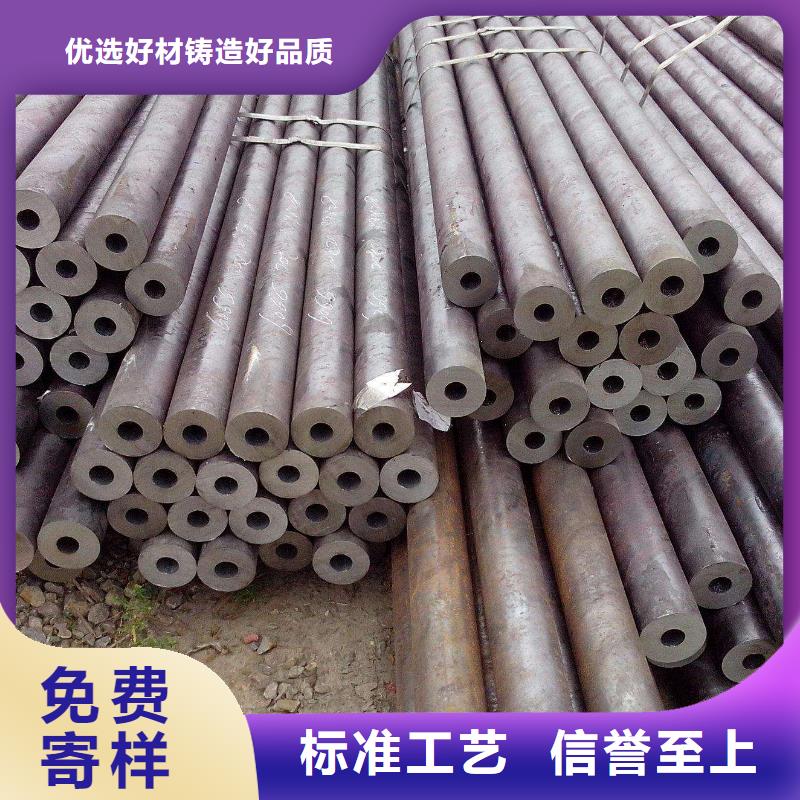
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让厚壁无缝钢管随时报价自己向您展示它的卓越品质和出色性能。以下是:云浮罗定厚壁无缝钢管随时报价的图文介绍超高层建筑的发展体现了一个 的建筑科技水平和建筑材料工业水平 , 也是衡量一个 建筑科学技术综合水平的重要标志。同时随着科技的发展 , 现代超高层建筑体系中大都采用钢结构体系 , 占 70 % ? 80 % , 并采用带巨型斜撑、巨型柱、巨型框架钢结构。巨型柱钢结构大量采用规格为 1 ) 800 x30 以上的大直径厚壁钢管结构。如广州新电视塔 , 建筑高度 610 , 1 、,立柱钢管为 DZ 000 X 50 ( l0 ) ;广州珠江西塔 , 建筑高度 132 川 , 立柱钢管为 1 ) 1 800 x 55 ( 50 ) ; 台商大厦建筑高度 289 , 11 ,立柱钢管 D ( 1100 一 1 000 ) X30 等。同时由于用在超高层建筑上,对构件加工精度要求非常高,如广州新电视塔对立柱类钢管柱的加工要求直径误差需在士‘ / 1 000 , 且不应大于 2 . 0 rll , 11 :椭圆度误差.厂镇‘ 1 / 500 , 且不应大于 3 . 0 , ,、 11 、。此类钢管世界上只有极少数厂家能生产 , 如德国曼勒斯曼公司,其初步报价为 2200 ? 2 500 欧元八( 2006 年报价)。因此 , 随着国内超高层建筑越来越多,对大直径厚壁钢管的需求也越来越大.
l 大直径厚壁钢管成型工艺
1 . 1 大直径钢管常规成型工艺
根据现阶段国内钢管生产厂家的成型加工工艺,大直径厚壁钢管加工方法主要可分为以下两类: l )热扩无缝管加工工艺一此类加工工艺主要采用热加工成型, 规格只能加工 D720,且加工中需要进行升温加热,会大大降低材料的力学性能,加工过程中存留大量的残余应力,成品加工精度低,无法满足超高层建筑要求 2 )冷压成型管加工工艺 ― 主要采用预弯机、折弯成型机、在制管专用圆弧上模及可调式下模上折弯压制,通过对钢板进行逐级折弯压制成型此加工工艺对圆管的管径、椭圆度等指标控制精度不高,而且管径也受到限制,规格主要为 Dl 000 以下的主要用于桩基础、油气管线等,对于超高层建筑的技术要求较难达到一般建筑设计采用较少
1 . 2 大直径厚壁钢管卷制成型工艺
12Cr1MoV厚壁钢管焊缝内部裂纹处理实例
12Crlmovg是目前电站锅炉用量 的低合金耐热钢,经国内外实践证明其工艺性能良好,可靠性强,其广泛应用在锅炉过热管、联箱和管道中。以某电厂4机亚临界锅炉为例,针对后屏集箱至高温过热器联箱连接管的内部裂纹进行分析,并提出相应的处理解决方案,为目前国内在役多的300MW机组中的12Cr1MoV厚壁钢管技术管理提供了有凎借鉴,为机组经济运行提供了重要保障.
(1)在补焊时,补焊区成型饱满光滑,新旧焊缝圆滑过渡,使用这种方法来分散应力,减少应力集中,对裂纹的产生会有一定的抑制作用。
(2)加强金属技术监督检验,该焊缝要列入电厂下次检修的检验项目中,检验项目包括宏观检验,磁粉检測,超声检測,硬度测试,必要时进行金相分析。在机组日后的检修中,重点监督几次,确保补焊位置不出现缺陷。
(3)加强技术监督过程控制。焊接人员与检验检測人员必须持有有效资格,并具有相当的经验;仪器设备必须经鉴定后合格,使用过程中也要按标准按时进行校验与校正;焊接所用的焊条必须在保质期内,并按使用说明提前烘焙;焊接与检验必须遵循相对应的工艺指导书、检验标准及操作规程等。
我国自行设计制造的、完全拥有自主知识产权的超高压厚壁无缝钢管垂直挤压机在北方重工集团研制成功。
厚壁无缝钢管的生产,不但满足 在电站建设上对厚壁无缝钢管的急需,节约大量外汇,而且打破了发达 的技术封锁。
超高压厚壁无缝钢管垂直挤压机为1.5万吨压力的厚壁无缝管坯生产设备,它是为3.6万吨大型垂直挤压装备配套的前一道生产工序装备,专门生产厚壁无缝管毛坯,是整套垂直挤压生产线的关键设备。它的工艺技术、制造生产过程复杂,技术难度大。
北方重工集团工程技术人员与清华大学专家教授联合攻关,创造了大吨位设备吊装安装、超高压直供泵调试、整个液压系统信号与设备本身联动、油位控制系统多项世界 .
张力减径工艺是在前后布,的一系列轧辊机架中对荒管进行连续轧制的过程.也是钢管生产中的 一道热变形工序。在这一过程中.采用适当的孔型系列.使荒管外径得以连续减缩,同时凭借机架系列中轧辊转速比例的调节.可以取得预定的璧厚变化。张力减径工艺具有轧制速度高、产品规格范1 大等优点,目的已得到广泛应用。在张力减径过程中.钢管周向变形不均匀.导致钢管内表面由圆形变为多边形,在轧制中厚壁钢管时.该现象尤为严, " .。为了改善和钢管的内多边形缺陷.需要实时测张力减径过程中钢管各个部位的应力、应变及沮度等场盆,但在生产现场,侧 t 这些数据往往比较困难且费时费力.因此利用数值棋拟技术来掌握上述场 t 在张力减径过程中的变化是非常必要的。为了提高产品的壁厚精度.目前国内外许多学者已经利用有限元法针对钢管张力减径过程的壁厚变化规律进行了大证的研究工作,州.并取得了较大的进展。
导致钢管内表面由圆形变为多边形的因索主要有轧辊孔型、张力分布情况、荒管壁厚及轧制沮度等。本文采用革于 MSC . MARC 的有限元分析方法,建立了钢管张力减径过程的有限元热力藕合分析棋型.在其他参数相同的情况下.研究了不同壁厚钢管的张力减径过程.分析了钢管内多边形的形成机理.得到了荒管璧厚和张力系数对钢管内多边形程度的影响规律.可为提高产品的壁厚精度和形状精度提供理论指导。
l 设.主.价数及热力报合有限元板型的盆立
Ll 设备主要参数本文在建立张力减径有限元棋型时.设定的张力减径机组的机架个数为 20 .轧辊的名义直径设定为 345mm ,相邻机架间的距离为 320mm ,荒管的外圆直径为 180 帕 m .成品钢管直径为 79mm 。为了研究荒管璧厚及张力系数对钢管内多边形的影响规伸,在其他参数相同的悄况下.本文选取了 9 种不同壁厚的荒管及对应的张力系数进行有限元模拟.其具体数值如表 l 所示。
云浮罗定星腾伟业金属材料有限公司是一家专业生产销售 无缝钢管工厂,通过质量体系认证企业。公司一直以专业、创新、发展为企业精神,秉承好产品、好技术、好工程的高品质观,凭着敬业的精神,经过十多年的沉淀和研究,使公司的团队更加完善,技术更加过硬,迅速崛起,成为全国生产 无缝钢管的知名企业。
选购厚壁无缝钢管随时报价来云浮市罗定市找星腾伟业金属材料(云浮市罗定市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:任威-【0527-88266222】,地址:[开发区汇通物流园B115]。










